◤ 於.此.道 ◥
EMI 雙色蓋子誕生記(中) 文╱Mike Li黎廣聰/CACT線裝事業處設計工程

俗話說:人生不如意之事十有八九,這句話也應驗在了這個一體式的設計上,第一次試模,就給失敗擊出潰不成軍,壓力太大,成型壓力達到了25Mpa,輕易的把蓋子壓破了,最好的狀態如下圖所示:

在蓋子產生裂紋之前,紅色的軟膠成型不飽滿,心情受到重重的打擊,最可惡的是,竟有人「臨陣退縮」當逃兵,放言:「我都說過不行的啦……」,「這是不可能的嘛……」,諸如此類。想說不行,誰都會,也很容易,但此人無價值,想想當初無知的人也是說:「不過能有電燈」「不可能上太空……」,現在看看美國的探測器都奔到火星上去了。所以我要說,想要一個企業走在前頭,就要減少那些老說「不行、不可能…:的人」,要多找些能提出「如何才行,如何才會做得更好的人」。
為什麼我們要研發此案子?就是因為它難嘛,要提高我們的水準,提高自已的競爭力!
話說回來,問題我們都知道在哪裡了,就是壓力太大,蓋子強度承受不起;現在蓋子結構不能改,所以我們目前的方案集中到如何降底壓力,經團隊進行一番腦力激盪(團結就是力量,要嚴防單打獨鬥),初擬如下方案:
1. 加大澆口
2. 增加一個膠口
3. 加大流道
4. 蓋子加肋(備用方案)
其中我們對方案2進行激烈的討論,有隊員極不相信加膠口的作用,所以我們進行了模流分析,我們先模擬一個進膠口時的成型壓力:
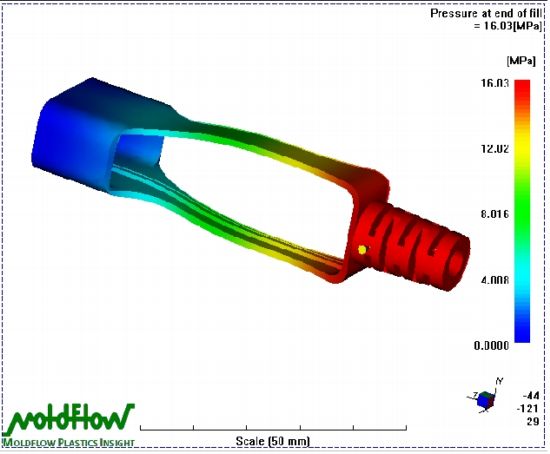
T1-1:成型壓力為 25Mpa
T1-2:成型壓力為15Mpa
T1-3:成型壓力為45Mpa (必破無疑)
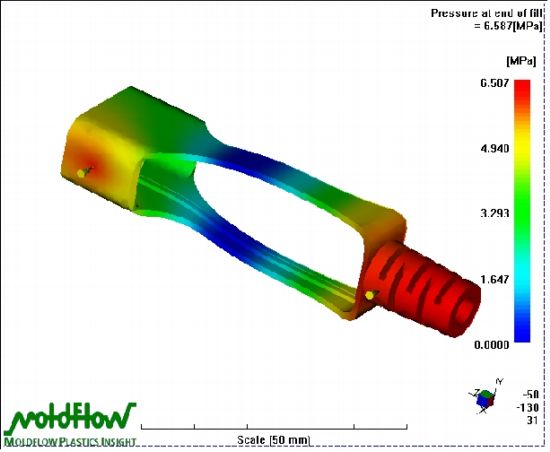
接下來模擬兩個進膠口的壓力
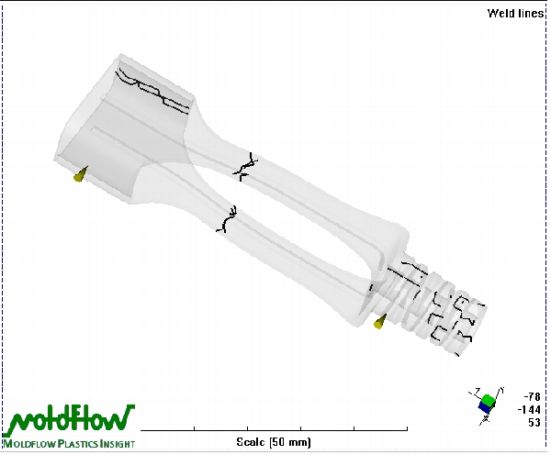
順道再瞭解一下品質狀況,看看是否有產生有傷雅觀的熔接痕:
經過以上分析比較:
發現壓力的變化如下:
單膠口理論計算成型壓力為:16.0Mpa
雙膠口理論計算成型壓力為:6.6Mpa
註:以上分析,沒包含膠道系統造成的壓力,且模型作了簡化,故會比實際稍底;此分析只是用來表達,採用又進膠口壓力可降底的百份比率,作改善之參考依據。
改善後,壓力是以前的=6.6/16=41%整整降底一倍,從不良品可以看出,成型的區域在60%,估計改良後能成功,能剛好在平衡點上,只能測試一下了;可惜我們還不會做受力分析,不然把握性就更大
一個星期後……
T2出來了,成型壓力由25Mpa降到了18Mpa,降了差不多一半,還真與理論的很接近。成型覆蓋區域由60%提升到了85%,還有15%形成了瓶頸。


此次對大家還是起到鼓舞的作用,可心情更抽緊了,我們已使出第一板斧了,受阻;如可出第二招呢...?把產品整天放在手裡看,看多了發現,上下兩條連接帶,不是同時熔接,每人產品都是上蓋先熔接,並且是相關長一段時間後,再到下蓋。在上面的模流分析可是兩個同時熔接,把它提出來時,有人不以為然,以不可能為理想為由搪塞,但是他就不想想為什麼老是上蓋熔接,而不是下蓋先?我提出這是因為排氣不良造成,因為下蓋是一個大面平,模腔也是一個大平面,而上蓋有很多美工槽,即相當是一個小平面,排氣自然更好,可模具製作都人絕不認同此解釋,只好作罷;再提出再新增一個進膠口,形成3進膠口,雙給一句不可能的話頂回,其實我心裡有數,知道這一定可以做到,嘴裡不說,心裡直搖頭...且再看吧...;那批搞模具的,提出加大新開的進膠口,可有望改善,這次輪到我大喊這是不可能的事...,看到他們失望的表情,只好讓一步,先測試看看吧!
三天過去了……
進行T3測試,慘不忍睹。


一成型,真的是烏煙樟氣,不費吹灰之力,成型之力就把蓋子擊得四處潰散了,只好趕緊收隊,趕緊找時間召集重新定改善策略方向:
此次失敗的源因是,進膠口太大,蓋子則力承受壓力過大;改大此處的進膠口,並不能改善,相反,因出膠太快,壓力降變低,所承受的壓力反而更大,導至此次試模效果更差。
這次的成型壓力是 45Mpa(第一次是25Mpa,第二次是18Mpa,它能不死給你看嗎?)
大家重新把目光投回到「3膠口的方式」,但還是否定排氣不良的說法,只好再等了。
兩個星期過去了……
進行T4,成型壓力調到18Mpa,溫度200度。
這次試模是大家心情最緊張的一次,眼看就要成功了,就差那麼一點點。

努力的調一番機還是不行,此次成型最大的進展是成型飽滿,可惜過了頭,蓋子了變形(還好沒破,只是有一條裂紋,這種感覺就是重重摔了一跤,半響反應不過來。
不過整體來看,我們在不斷進步,現在已是一腳邁進了成功,不能放棄;只好使出最後一招了:
改在立式成型機,以使兩穴進膠平衡
在蓋子上打個小孔,改善排氣(某人不肯改模具,沒辦法)
深入瞭解客人的製程,想法加強結構
--知道客人是要塗EPOXY的做內模,此東東塗時軟,過後就硬,可以用來頂一下蓋子
--在蓋子上加此肋,給客人透透風,看看他們反應怎麼樣
充分利用廠內廠外資源,來滿足客人的需求,是我們線裝指導思想,一切可行之處,可被我們「利用」的,我們都會牢牢抓住,絕不放過。
最終結果請看官看六月播出之大結局……
2007/4/19
[回上層目錄]
除商業用途,歡迎轉載。
轉載時請勿更改、刪減、或增加任何文字;並請註明出處。
以上文字或圖片若有侵害到任何人的權益,請來信至dcc@act-ioi.com.tw。