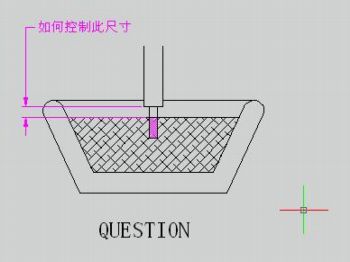
有一次客戶問我們的工程師如何控制浸錫?工程師說用手工浸,用眼控制,然後用尺子檢查,不合格再作修整到合格,客人默不作聲,也不否認,想必是他覺得不好,但又沒有好的方法來進行反駁。
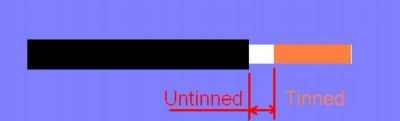
後來工程師問我,有什麼好的方法嗎?我也不很在意,心想,可以設計治具啊,很easy啊,一般供應商應可以克服吧。隨著案子的不斷轉入量產,此問題越來越暴露出它的脆弱了,每當產品遇到此工序時,來貨必出問題,untinned尺寸總在變化起伏不定,來一次退一次,供應商迫於成本壓力,不斷要求我們特 採,有些尺寸嚴的,則返工不了,造成要報廢,這是誰也不原看到的,所以經常在此環節大家擦出火花。
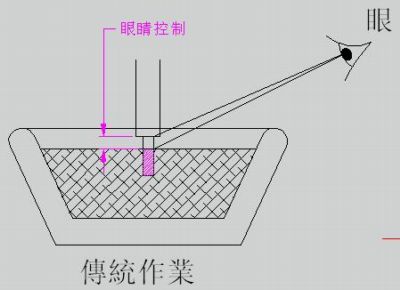
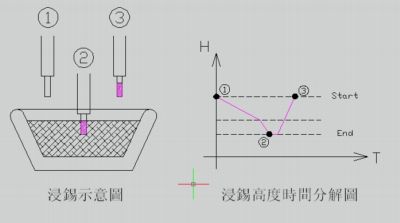
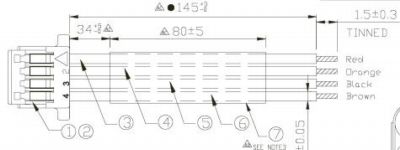
難道這個問題就真的就解決不了麼?如何打破傳統呢?如何做治具呢?First,我們先把手工浸錫的動作進行分解,看看沒有解決之道,如下圖:
看到這圖,你可以想到如何做治具控制了嗎?此問題並不是堅不可破的,但是如何入手呢,這時你需提出問題 。
從這個問題,我們很易想出下面兩個定位方案:
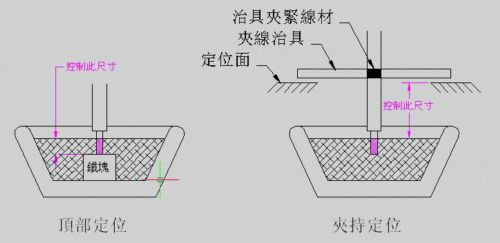
頂部定位較適合多芯的 Cable (註:鐵塊最好是用不透鋼,因為不粘錫);夾持定位最適合wire型的浸錫作業與自動化的延伸
。
這種可行性是非常強的,但現在還是停在起步上,我們還需要克服更多的困難,如浸了 100 PCS 後,高鍍如何控制呢?因為錫是會不斷減少的?在哪個時機切入添加的動作?我初步訂出有下面這些方法:
1. 定期加料法
即剛開始時加料加到上偏差,浸 100 PCS 後,量一下尺寸是多少,再按尺寸選擇添加的錫重量,當然這是很土的方法,也是最簡單的,但不是最好的,所以產生:
2. 錫位法
即給它增加一個高度規:
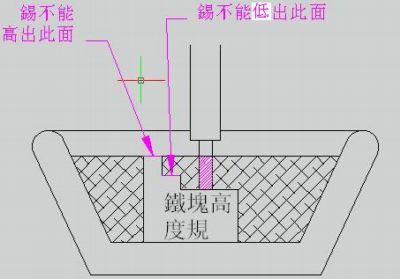
加錫後,不可高出定位規的頂部;當錫面到高度規之低部時,就開始加錫,如此循環,可以很好的控制此尺寸,初期應用可以改進如下圖所示:
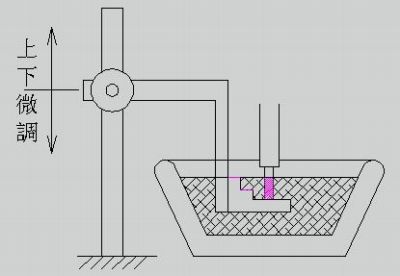
這是初期最實用的方法。
3. 高度感應器
利用高精密的高度感應器,用程式控制,不斷反饋信息,不斷下指令給機器添加錫,如此作業之品質則最精密與穩定的,而且效率也非常高,品質最有保障;業務在外面向客人炫耀時,必可使客人眼睛一亮,增加我們的談判法碼。
總結一下此技術引出來的競爭力:
1. 工時比傳統最少省出5秒。
2. 不良可比傳統幾倍的下降。
3. 加工Wire時特別有優勢, 效率成倍的提高。
如934-0000-020,治具夾緊,裁切,剝皮,浸錫一氣完成,又快又好,省心省力 。
願此文能給大家帶來啟示,把線裝的生意越做越「牛氣」!
2007/6/13
[回上層目錄]
除商業用途,歡迎轉載。
轉載時請勿更改、刪減、或增加任何文字;並請註明出處。
以上文字或圖片若有侵害到任何人的權益,請來信至dcc@act-ioi.com.tw。