
一、 Mini USB的量測基準點設定在那裡比較合理?
| 1. 鐵殼底部 | 2. 鐵殼焊腳 | 3. 端子焊腳 | 4. Housing底部 |
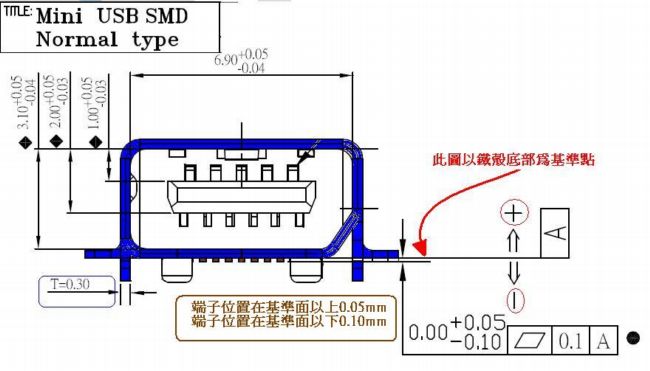
| 1-1.
A款鐵殼的端子位置尺寸及共面度設計值:基準點定義在鐵殼底部。
計算結果:端子尺寸位置可在鐵殼底部上方0.05mm;鐵殼底部下方0.10mm。 (注意:基準點用「+」號及「-」號來表示公差正負值之走向) |
|
|
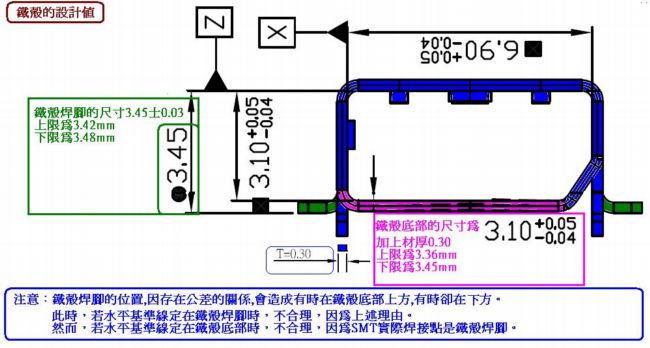
| 1-2. A款鐵殼焊腳與鐵殼底部的設計值: 鐵殼底部和鐵殼焊腳的尺寸基準點在同一水平面,鐵殼底部和鐵殼焊腳都有公差,經換算結果,鐵殼焊腳有時在鐵殼底部上方0.03mm;有時在鐵殼底部下方0.12mm。 |
|
|
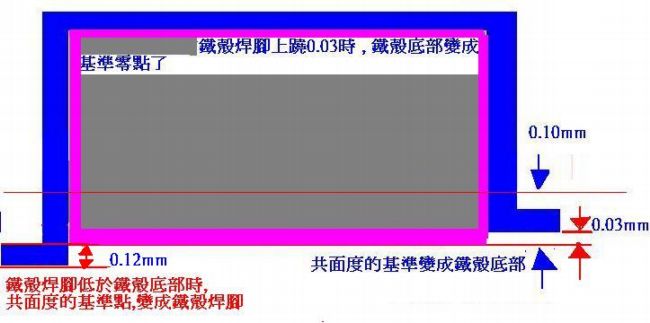
| 1-3. 當鐵殼焊腳高於鐵殼底部時,會出現的問題(基準點不確定,CCD無法抓到量測基準點): |
|
|
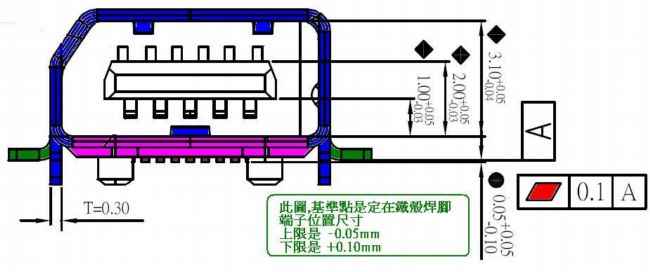
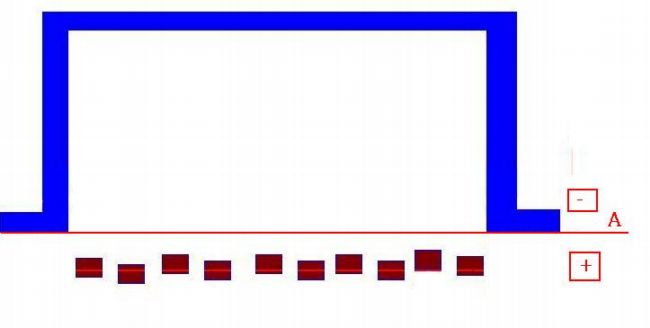
| 1-4. B款鐵殼的端子位置尺寸及共面度設計值:基準點定義在鐵殼焊腳。 計算結果:端子尺寸位置可在鐵殼底部上方0.05mm;鐵殼底部下方0.10mm。 注意:基準點沒有用「+」號及「-」號來表示正負值之走向,是以距離(長度)來表示。 |
|
|
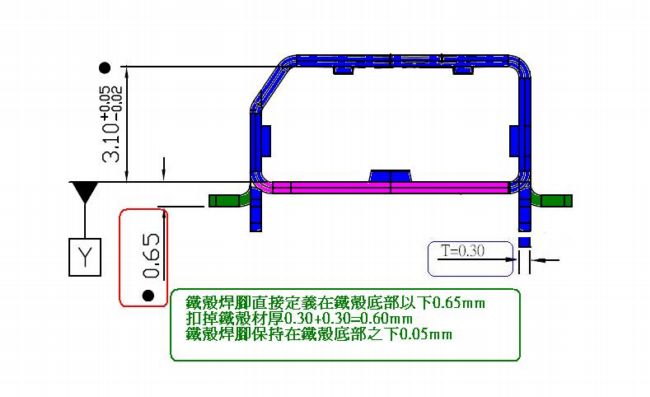
| 1-5. B款鐵殼焊腳與鐵殼底部的設計值: 鐵殼焊腳直接定義在鐵殼底部以下0.65mm,扣掉鐵殼材厚0.30+0.30=0.60mm ,鐵殼焊腳保在鐵殼底部之下0.05mm。 |
|
|
二、 Mini USB的端子位置尺寸,如何設定比較合理?
| 1. 0.00+0.10/-0.10 | 2. 0.00+0.05/-0.10 | 3. 0.05+0.05/-0.10 | 4. 0.05+0.05/-0.05 |
|
SMT焊接作業要求尺寸為基準之上0.50mm;基準之下0.10mm。(即-0.05∼+0.10mm) |
| 2-1. 當端子位置尺寸是 0.00+0.10/-0.10 時:在基準面之上0.10mm,之下0.10mm。 |
| 問題點:端子位置尺寸在 -0.10mm∼+0.10mm時,會空焊。(-0.10與SMT要求之-0.05不合) |
| 2-2. 當端子位置尺寸是 0.00+0.05/-0.10 時 : 在基準面之上0.10mm,之下0.05mm。 |
| 問題點:端子位置尺寸在 -0.10mm∼+0.05mm時,會空焊。(-0.10與SMT要求之-0.05不合) |
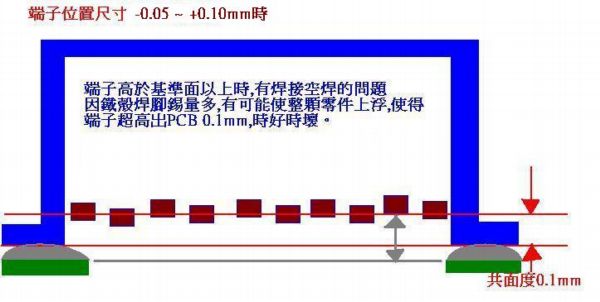
| 2-3. 當端子位置尺寸是 0.05+0.05/-0.10 時 :在基準面之上0.05mm,之下0.10mm。 |
| 問題點1:端子位置尺寸在
-0.05mm∼+0.10mm時,符合SMT要求。但仍有空焊疑慮。如下圖示: 問題點2:因為端子位置尺寸在基準面以上,在確認共面度0.10mm時,必需先確認端子腳位是否先符合-0.05∼+0.10mm ,因此需要量測兩次CCD ,才能確保端子位置尺寸和共面度都是符合的。
|
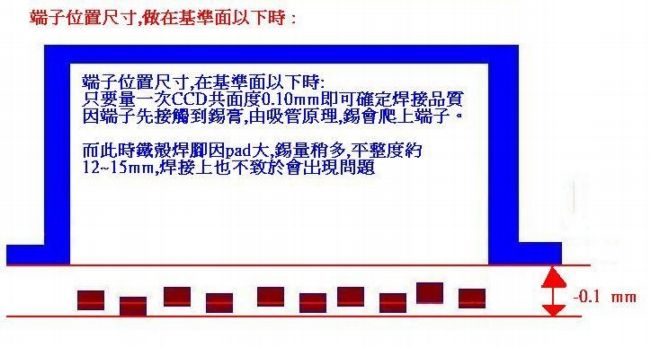
| 2-4. 當端子位置尺寸是 0.05+0.05/-0.05 時 : 在基準面之上0.00mm,之下0.10mm。 |
| 1. 此時,端在最少保持在基準面以下,在SMT焊接時,端子先接觸到錫膏,因虹吸管原理,使得端子腳位先爬錫。而鐵殼焊腳部份因為PCB的pad較大,錫膏量較多之故,吃錫也會良好。
2. 端子在基準面之下,水平置入PCB時,端子與鐵殼焊腳共面度0.10mm以CCD確認一次即可。
|
三、引腳與PCB焊接的角度問題:
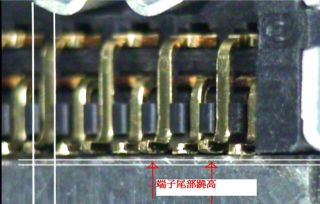
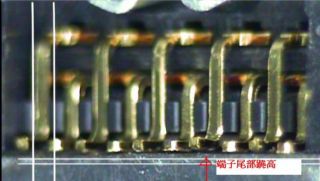
| 端子尾部上蹺的問題: 端子折彎處會先接觸到錫膏,使得錫膏量填入端子上蹺的空隙中。錫量減少時,造成端子尾部及正面吃錫不足、爬錫不良。 |
|
|
|
|
 |
左圖為端子尾部上蹺時,前端錫量不足及端子表面無爬錫狀況。 |
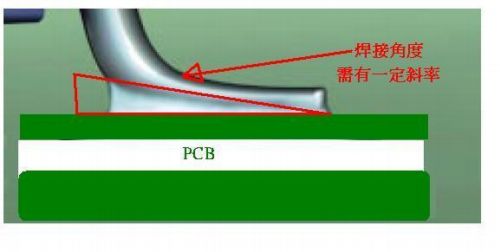 |
左圖為端子焊接角度示意圖。端子尾部不可上蹺,且焊接角度需要一點斜率存在,使端子尾部先接觸到PCB焊接面。 |
[回上層目錄]
除商業用途,歡迎轉載。
轉載時請勿更改、刪減、或增加任何文字;並請註明出處。
以上文字或圖片若有侵害到任何人的權益,請來信至dcc@act-ioi.com.tw。