
特性:工程塑料
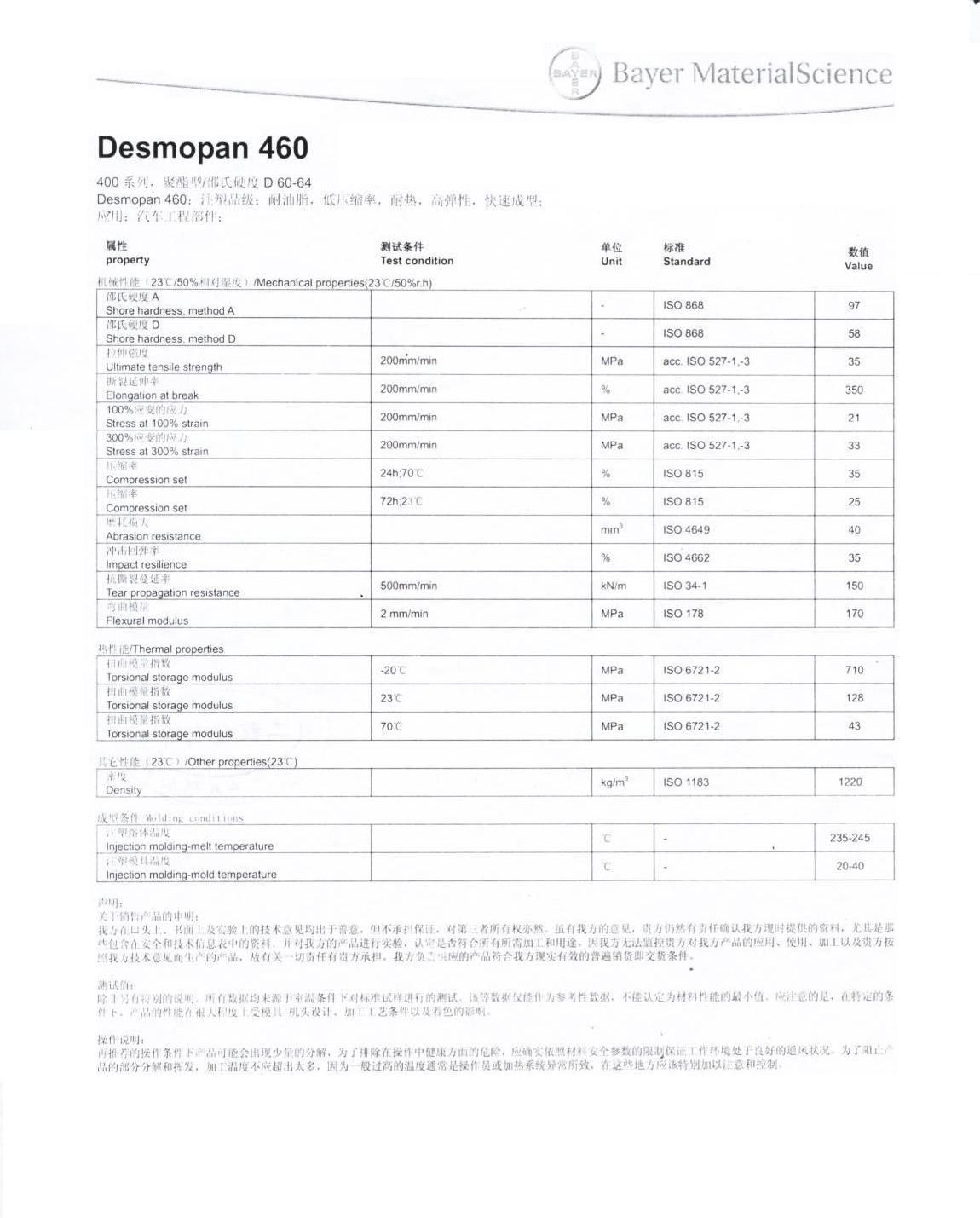
品級:耐油脂,低壓縮率,耐熱,高彈性,快速成型
應用:一般用於汽車部件
此產品在打樣過程中主要碰到二大問題:
1. 配色問題:需將原色(奶油色配為黑色),用非配套色母配色後無法成型,其原因為普通高溫色母與常用TPU色母皆與此Desmopan460材料之特性不相符合,在成型機融料時不能
融合而產生變異:
a. 此料原料為原色(奶白色),前二次配色第一次用普通高溫色母,成型時無法作業;第二次用常用的TPU色母,成型效果與第一次配色成型問題相同。
b. 第三次將原料交與廠商進行分析後再配色,成型才得與將樣品完成。
2. 成型問題:用普通高溫色母和TPU常用色母成型時皆無法成型出外觀正常之產品,此料成型時相關資訊如下:
a. 成型前先將膠料烘乾,條件:溫度110-120度/2-3Hr。
b. 成型機臺要求:無特別要求,用普通立式成型機2.0OS。
c. 成型溫度:200-210度。
d. 用非配套色母(普通高溫色母和TPU常用色母)配料成型時,其料性極不穩定,射出時易出現類似停機作業過久之燒焦狀,粘性差易脆斷,無水份,繼續射料,則立即出現滴料狀,繼續將料管裡的料射出,可以穩定約10S左右,但之後又週期性出現類似問題,調節機臺溫度及射料壓力,皆不能克服此問題,且浪費膠料非常嚴重。
e.
用配套色母成型才將樣品完成,在成型時需注意成型的速度要均勻/快(此料為快速成型料),操作停留時間達3分鐘以上,則易出來焦料之情形,需射出空模,待穩定後才能成型產品,且此產品在成型時所需成型壓力也比PVC高,一般在50-70Pa之間,以保證產品外觀品質。
3. 配色比例標準:100:4。
4. 列出此產品作業時之相應比對圖示(因未完全保留打樣時之不良樣本,只能提供少部份):

(圖一、配料正常與未烘乾料射出成品樣本比對圖示)

(圖二、膠料未烘乾之膠料樣本)

(圖三、樣品作業正常品質樣本)
2007/10/24
[回上層目錄]
除商業用途,歡迎轉載。
轉載時請勿更改、刪減、或增加任何文字;並請註明出處。
以上文字或圖片若有侵害到任何人的權益,請來信至dcc@act-ioi.com.tw。