文:Owen Li / CACT / 工程部
設計工程提出需求和產品圖面 → 製程工程治具開發 → 模具部門進行機加工 → 品保檢驗治具零件 → 製程工程組裝和調試治具 →
組裝生產使用治具,這就是一套治具開發流程,今天在這裡我們談談其中的一個環節:機加工。
機加工與治具的關係是相輔相成,相互補充的。機加工固有的局限性會在某些方面制約著治具結構的設計,而零件的結構同樣也會影響著機加工的加工工藝。下面就詳細的談談機加工哪些方面會對治具結構造成影響。不過首先我們還是對CACT的加工機械有個大概的瞭解。
一、什麼是機加工?
機加工是機械加工的一種簡稱,它是指通過加工機械精確去除材料的一種加工工藝。
二、CACT的加工機械有哪些?
CACT目前加工 機械有下列幾種:銑床,磨床,電火花,線割,鑽床。
三、各種加工機械它們各自的加工特點以及它們的主要工作內容是什麼?
1. 鑽床的特點是加工的過程中,使用壓塊將工件固定在工作臺面不動,刀具做旋轉移動。它使用不同的刀具可以對工件進行鉆孔,擴孔,鉸孔,攻牙等機械加工。
2.
銑床的加工特點為使用虎鉗或壓塊將工件固定在銑床的工作臺面上,然後銑刀的旋轉作為機械運動的主運動,工件或銑刀的進刀量為輔運動。它一般加工的工件為未熱處理材料,如加工熱處理後的材料需使用特殊硬質合金刀。
它使用不同的刀具可以對工件進行銑削加工,如銑削平面,開槽,攻牙,鉆孔,擴孔,鉸孔,還能加工一般的異性面。如果使用配合一些特殊的零部件,還可以加工螺旋槽
,凸輪,斜面等。銑床在CACT主要為一些粗加工及一些孔的加工或一些未熱處理工件的加工。
3. 磨床:在行業內磨床的種類有很多種,如外圓磨床,內圓磨床,無心磨床,平面磨床,砂帶磨床,珩磨機 ,研磨機,導軌磨床,工具磨床,特殊專用磨床等。在CACT的磨床主要為平面磨床,那我們說說平面磨床。
平面磨床的加工特點為它使用電磁鐵將工件吸附在工作臺面上,然後砂輪做高速旋轉對工件進行磨削加工。它是以砂輪的旋轉作為機械運動的主運動,工件或砂輪的進刀量為輔運動。
平面磨床顧名思義,就是對工件進行一些平面的加工,開槽,研磨角度等。它較之銑床的平面加工有精度高,工件平面加工後表面光潔度高,可以加工高硬度材料等優點。磨床在CACT是主要的一種加工方式,它可以對已熱處理的工件進行平面精加工及槽的精加工(精度可達到
0.002 mm)。
4.
火花機的加工特點為使用虎鉗或壓塊將工件固定在火花機的工作臺面上,火花機的兩極間脈衝放電,將工件的餘量蝕除。它所加工的工件一定是可以導電的材料。火花機使用不同的銅工(電極)對工件進行加工,可以針對硬度較高的材料進行加工,且加工的工件表面具有一定複雜形狀的型孔和型腔
。但火花機加工後的工件表面有一定量的火花紋,影響工件表面光潔度。一般治具加工上比較少用到該類型機加工方式。
5. 線切割機的加工特點為使用虎鉗或壓塊將工件固定在線切割機的工作臺面上,使用電火花的瞬間高溫把工件局部的金屬熔化、氧化而被腐蝕掉。
它所加工的工件也一定是可以導電的材料。線切割機使用所使用的刀具比較特殊,名稱為鉬絲,是一根細細的金屬絲(也稱為電極絲),機器通過鉬絲的連續移動來達到對工件進行放電蝕除,切割成型
。線切割機 可以針對硬度較高的材料進行加工,且加工件形狀複雜。 它較之火花機的加工有精度高,工件表面光潔度高等優點。
現在我們對CACT的加工機械有了個大致的瞭解,那就來談談加工機械對治具的影響以及治具對加工工藝的影響。
四、機加工對治具的影響:
1.
機加工的工作行程:每台不同類型的機械及每種相同類型不同型號的機械都有它各自的加工行程,也是它的最大加工尺寸。這就使我們設計治具時,治具零件的尺寸不可大於加工機械的最大加工尺寸。如果零件尺寸不可變更,則要考慮改變零件結構(把一個零件改成兩個或三個零件組合式)。
CACT所屬加工機械的最大加工行程數據如下:
| 加工機械名稱 |
最大加工行程(長 * 寬) |
| 銑床 |
750 * 300 |
| 磨床 |
300 * 150 |
| 電火花 |
350 * 250 |
| 線切割機 |
350 * 250 |
2. 機加工的極限尺寸:有一些加工機械因為它的特殊性也會對我們治具的尺寸有很大影響。
a. CACT的線切割機因它所使用的鉬絲直徑有兩種,一種直徑是0.20mm,一種直徑是0.15mm,這也就制約我們治具上不可能出現直徑小於0.15mm的圓孔。
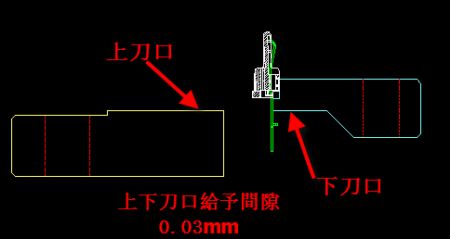
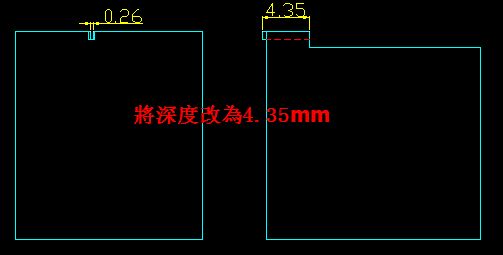
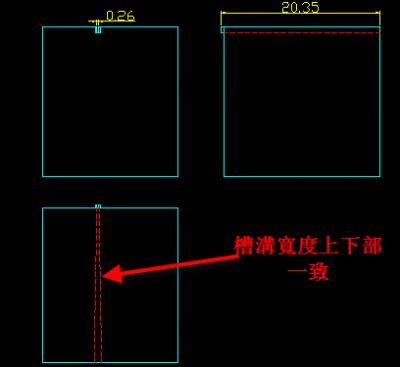
b. 機加工寬度很小的槽溝時,因為機器偏擺的緣故,要在治具允許的情況下儘量減小槽溝的深度,以免槽溝出現喇叭口現象。
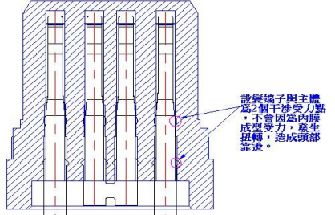
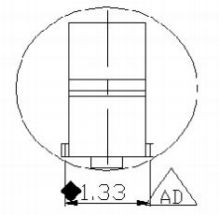
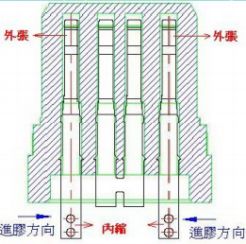
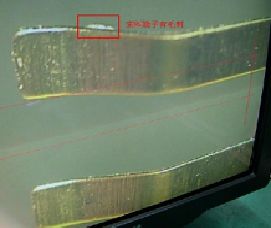
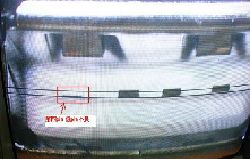
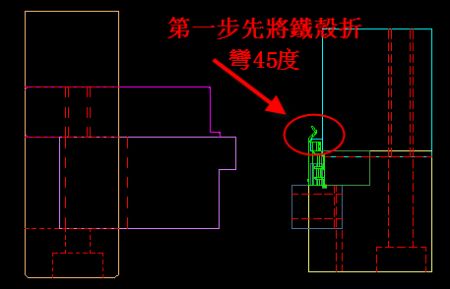
例:當要加工如下圖所示寬度為0.26mm的槽寬時,如槽溝的深度達到20.35mm時,由於機械的偏擺會造成槽溝寬度上下不一致。
所以我們要儘量將槽溝的深度減小,以此來保證寬度上下一致。
c.
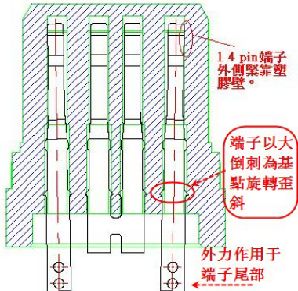
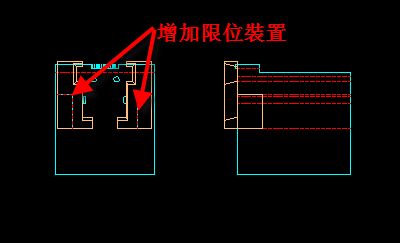
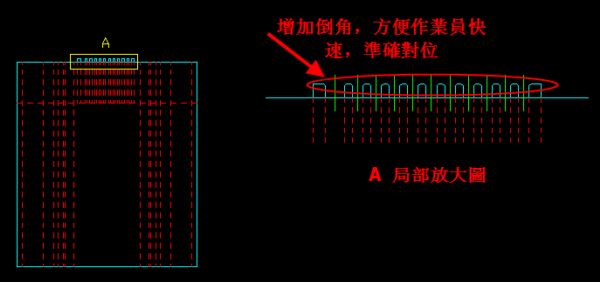
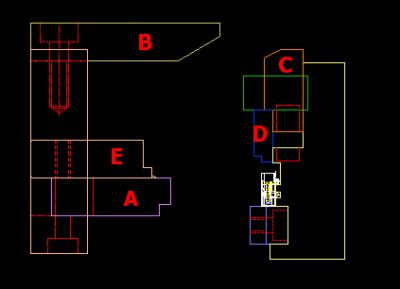
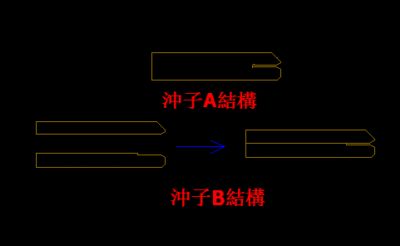
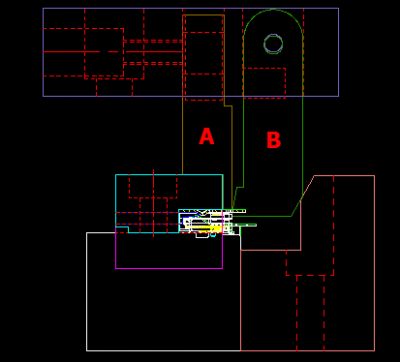
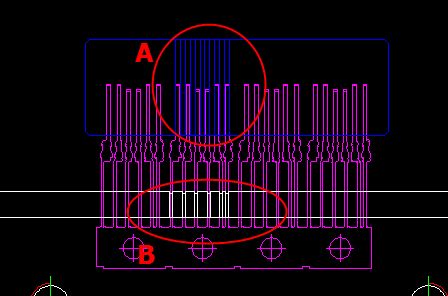
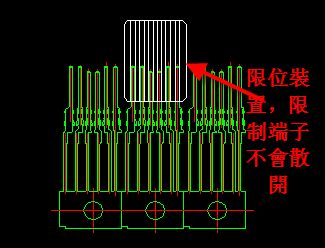
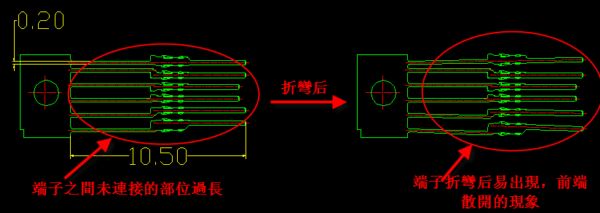
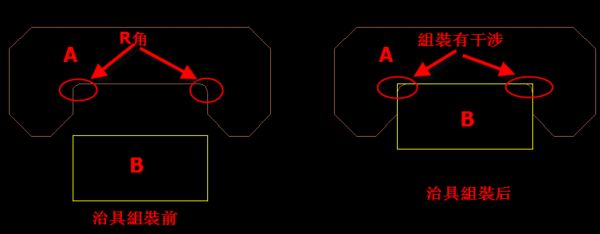
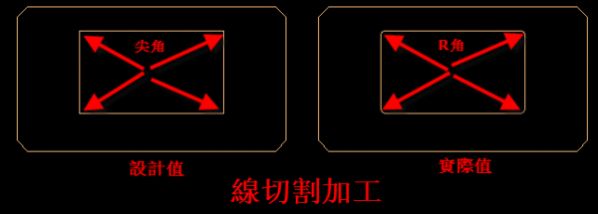
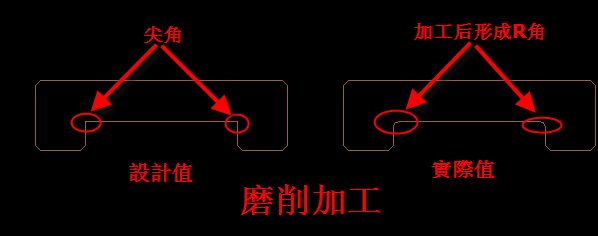
機加工的R角:在進行開槽,線割方形孔等動作時,刀具必定會在工件90度角的位置留下一個R角。一般磨床加工形成的R角在R=0.05左右,線切割加工形成的R角在R=0.10左右。如下圖(磨床與線切割機都為精加工,所以下面只以該兩種機型舉例說明):
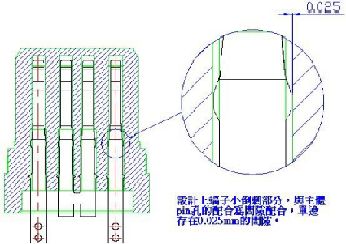
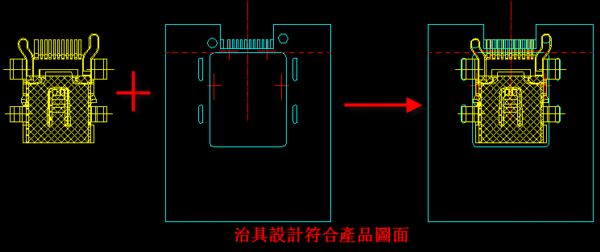
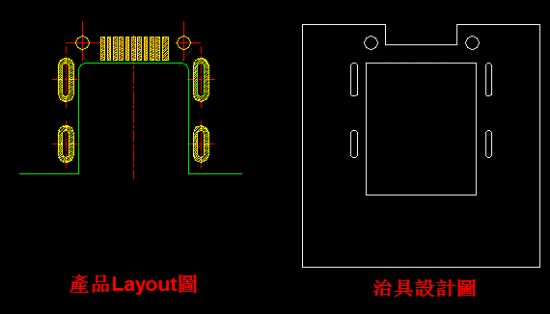
這些R角會造成後續治具組裝上一些小麻煩,由於這些R角的存在導致零件B與零件A組裝有干涉,零件B無法組裝至我們的設計值,造成實際與設計間的誤差(如下圖所示)。所以我們只有在治具零件上加以充分考慮,加以調整,方能避免。
3. 各類型加工機械對工件外觀的影響:銑床因主要為粗加工,故它較之磨床,加工後工件表面的粗糙度較高;同理,火花機較之線切割機,工件表面火花紋也較深。
所以治具在不影響功能的情況下,如果對工件表面光潔度要求不高,尺寸要求精度不高,從節約成本,減低工時的角度考慮,儘量選擇粗加工的加工工藝。
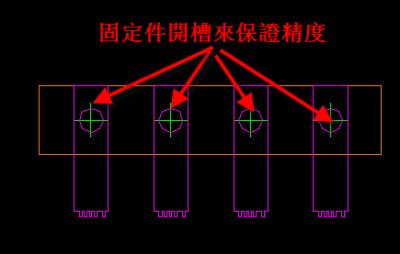
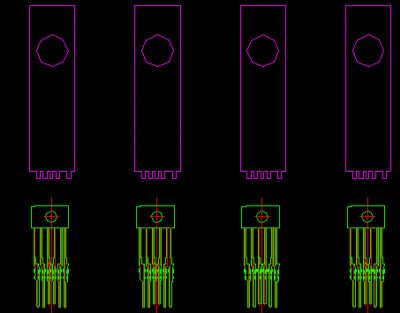
4. 機加工刀具的進刀量方式影響治具的標注方式。
如下圖所示,同一個零件有下面兩種標注方式,你會覺得哪種標注方式好呢?有人可能會覺得A標注的比較好,因為它準確的標示了槽溝的位置尺寸。可是機加工師傅們會覺得B標注好,為什麼呢?因為此零件為磨床加工,師傅們先將砂輪寬度修正至圖面要求的槽寬5.10mm,然後從圖面的0位開始進刀,師傅們只按照圖面的6.35,20.35,34.35,48.35四個尺寸控制進刀量加工即可,無需重新計算(磨床進刀量是以砂輪的外邊緣來計算的)如果按照A標注,師傅們還是要通過尺寸鏈來換算成B標注進行加工,這會造成重複操作,且增加人為不良因素。其實這也是機加工方式的特有性而造成的。
通過上面的描述,我們可以知道,瞭解一個零件是如果通過一步一步的機械加工而成的,熟悉各種加工機械的特性,對我們治具的設計及結構會有較大的影響。不會讓我們設計出來的工件與實際加工出來的工件之間有誤差,從而減少設計失誤,提高效率。











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}