電鍍目前已廣泛應用於連接器的產品中,如連接器端子、鐵殼、接地片等零件都需要經過電鍍處理才能滿足其特定的功能及壽命,那麼電鍍是怎麼樣一個工藝呢?電鍍的目的又是什麼?下面我們從如下幾個方面具體探討一下關於電鍍方面的知識,讓我們對於電鍍有更深的瞭解。
一、什麼是電鍍;
二、電鍍的目的;
三、連接器產品的電鍍方式及工藝流程;
四、電鍍厚度單位的區分;
五、底材及常用電鍍規格;
六、電鍍的檢驗。
一、什麼是電鍍:
1. 電鍍的定義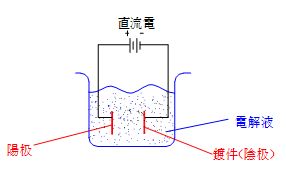
簡單的講,電鍍就是在直流電的作用下,利用電解的方式使金屬或合金沉積在工件的表面,以形成均勻、緻密、結合力良好的金屬表面的過程。
2. 電鍍的原理
提供鍍層金屬的金屬片作用有如陽極,電解液通常為鍍著金屬的離子溶液,被鍍物作用則有如陰極。陽極與陰極間輸入電壓後,吸引電解液中的金屬離子游至陰極,還原後即鍍著其上。
二、電鍍的目的:
1. 美觀(如鍍金,銀,鎳等)
電鍍後金屬通常較素材有更加光澤亮麗的外觀。
2. 防止腐蝕(如鍍鎳,鉻,鋅等)
通常原素材如銅,鐵等在空氣中極易氧化,電鍍一層抗氧化能力較強的金屬後可以提高其抗腐蝕能力。
3. 強電鍍附著性(如銅)
對於附著性較差的金屬,電鍍前通常要打銅底用以增強附著性。
4. 增強導電能力(如金,銀等)
原素材如鐵,磷銅的導電率通常都在20%以下,對於低阻抗要求的連接器無法滿足要求,故在表層電鍍金等高導電率金屬後可降低其阻抗。
5. 提高焊錫性(如錫,金等)。
因原素材對於錫的附著力較差,表面電鍍一定厚度的錫等物質後可改善零件的焊錫性。
三、連接器產品電鍍的方式及工藝流程:
1. 常見的電鍍方式;
按照產品功能及結構的不同,連接器產品主要的電鍍方式有如下三種:
a. 連續鍍:是將有連料帶的鍍件拖入已經規劃製程的電鍍槽中進行電鍍。

連續鍍設備
b. 滾鍍:是將散裝的鍍件放入滾筒中,再將滾筒放入鍍槽中進行電鍍。

滾鍍設備
c. 掛鍍:是將鍍件掛在掛架上,再將掛架放入鍍槽中進行電鍍。

掛鍍設備
2. 一般的電鍍流程;
無論是何種電鍍方式,均具備三種製程:
a. 前處理:將底材表面潔淨,活化,增進電鍍效率及表面附著力。
b. 電鍍:底材表面電鍍披膜。
c. 後處理:將電鍍殘留藥業去除,乾燥,防止鍍層變異,品質不良。
3. 端子連續鍍流程介紹;
放料——脫脂——脫脂水洗——酸洗——酸洗水洗——拋光——拋光水洗
——鍍鎳——水浸洗——鍍金(錫鉛/鈀鎳)——水洗——鍍錫——鍍錫後噴洗
——水浸洗——風乾——烘乾——收料
紅色部份為前處理工序,藍色部份為電鍍工序,橘色部份為後處理工序。
四、電鍍厚度單位的區分:
目前電子連接器端子電鍍厚度的表示方法有兩種:
1. u" (micro inch) 微英吋,即10-6 inch;
2. um(micro meter) 微米,即10-6 M。
單位換算:
1" = 25.4 mm;
1u" = 25.4 umm = 0.0254 um;
1um = 1/0.0254 = 39.37 u"。
為方面記憶,一般算1um等於40u",例:圖面要求電鍍鎳3um min即可換算為120u" min。
五、底材及常用電鍍規格:
常見電鍍底材:純銅、黃銅、磷青銅、鈹銅、鐵材、不銹鋼……。
常見電鍍規格:
1. 端子類:
Contact area:Au 0.8u" ,3u", 5u" ,10u",15u",30u", Au 2u" over
Pd-Ni 30u"。
Solder area :Sn-Pb 100~250u",Sn 100~250u" 。
All underplated:Ni 50u"~100u"。
2. 鐵殼類:
Sn-Pb 100~250u" ,underplated Cu 100~250u"。
Ni 100~250u",underplated Cu 100~250u"。
Sn 100~250u",underplated Cu 100~250u" 。
Half bright Sn 100~250u" ,underplated Cu 100~250u" 。
Bright Sn 100~250u",underplated Cu 100~250u" 。
Sn-Pb 100~250u",Ni 50~100u",underplated Cu 100~250u" 。
Bright Sn-Pb100~250u",Ni 50~100u",underplated Cu 100~250u" 。
Au 1.5u",Ni 100~250u",underplated Cu 100~250u" 。
Sn-Pb 100~250u",underplated Ni 100~250u" 。
不銹鋼:Sn-Pb 50u",underplated Ni 25u"。
3. 五金類(接地片,LACTH等):
Sn-Pb 100~250u",underplated Ni 50~100u" 。
Ni 100~250u",underplated Cu 50~100u" 。
六、電鍍的檢驗
1. 外觀檢驗:主要看外觀電鍍不良,變色,電鍍層剝落等。
2. 膜厚測試:測試儀器X-RAY螢光膜厚儀。檢測產品實際厚度是否滿足圖面要求。
3. 附著能力測試(密著性測試):
測試方法:彎曲法(折彎測試)、膠帶法。
檢測電鍍層的附著力是否滿足要求。
4. 焊錫能力測試:一般只針對鍍錫或鍍金產品的電鍍品才要求測試焊錫性,一般要求吃錫面在95%以上。
5. 抗腐蝕能力測試:包括鹽霧測試,硝酸蒸汽測試,H2S蒸汽測試,S02
蒸汽測試,水蒸汽老化測試。測試後零件不可有氧化及功能性變異。 |





